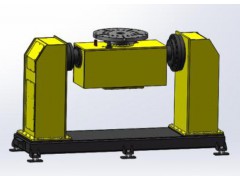
U型變位機的特點是立柱一端的電機驅動工作裝置沿一個回轉方向運轉,另一端隨主動端從動。兩側立柱可設計成升降式,以適應不同規格產品結構件焊接需求。這種形式的焊接變位機的缺點是只能在一個圓周方向回轉,為此選擇時要注意焊縫形式是否適合。

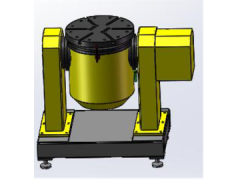
雙立柱單回轉式 常用的人工焊接變位機基本形式有伸臂式、傾翻回轉式和雙立柱單回轉式。
在使用普通焊接設備焊接螺母的時候,很容易就會出現脫焊、假焊等現象,為了克服這一問題,換成了自動化程度更高的焊接機器人,結果確實得到了明顯的改善,看來焊接機器人的能力還是更勝一籌。
焊縫結尾處冷卻后形成一弧坑,編程時在工作步中添加埋弧坑功能,可以將其填滿。

飛濺過多可能為焊接參數選擇不當、氣體組分原因或焊絲外伸長度太長,可適當調整功率的大小來改變焊接參數,調節氣體配比儀來調整混合氣體比例,調整焊與工件的相對位置。


 在線客服
在線客服
 企業微信
企業微信







 [VIP第2年] 指數:1
[VIP第2年] 指數:1 通過認證
通過認證