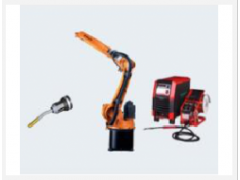
ABB標準弧焊工作站 ABB工業機器人 焊槍焊機可選配 即買即焊 簡單方便易操作
焊接機器人是從事焊接(包括切割與噴涂)的工業機器人。根據國際標準化組織(ISO)工業機器人屬于標準焊接機器人的定義,工業機器人是一種多用途的、可重復編程的自動控制操作機(Manipulator),具有三個或更多可編程的軸,用于工業自動化領域。為了適應不同的用途,機器人*后一個軸的機械接口,通常是一個連接法蘭,可接裝不同工具或稱末端執行器。焊接機器人就是在工業機器人的末軸法蘭裝接焊鉗或焊(割)槍的,使之能進行焊接,切割或熱噴涂。
隨著電子技術、計算機技術、數控及機器人技術的發展,自動焊接機器人, 從60年代開始用于生產以來,其技術已日益成熟,主要有以下優點:
1)穩定和提高焊接質量,能將焊接質量以數值的形式反映出來;
2)提高勞動生產率;
3)改善工人勞動強度,可在有害環境下工作;
4)降低了對工人操作技術的要求;
5)縮短了產品改型換代的準備周期,減少相應的設備投資。
因此,在各行各業已得到了廣泛的應用。
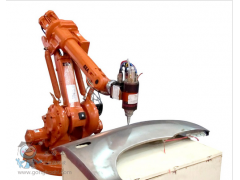
弧焊特點
焊接機器人基本功能
弧焊過程比點焊過程要復雜得多,工具中心點(TCP)
弧焊機器人,也就是焊絲端頭的運動軌跡、焊槍姿態、焊接參數都要求精確控制。所以,弧焊用機器人除了前面所述的一般功能外,還必須具備一些適合弧焊要求的功能。
雖然從理論上講,有5個軸的機器人就可以用于電弧焊,但是對復雜形狀的焊縫,用5個軸的機器人會有困難。因此,除非焊縫比較簡單,否則應盡量選用6軸機器人。
弧焊機器人除前面圖2提及的在作“之”字形拐角焊或小直徑圓焊縫焊接時,其軌跡應能貼近示教的軌跡之外,還應具備不同擺動樣式的軟件功能,供編程時選用,以便作擺動焊,而且擺動在每一周期中的停頓點處,機器人也應自動停止向前運動,以滿足工藝要求。此外,還應有接觸尋位、自動尋找焊縫起點位置、電弧跟蹤及自動再引弧功能等。
焊接機器人焊接設備
弧焊機器人多采用氣體保護焊方法(MAG、MIG、TIG),通常的晶閘管式、逆變式、波形控制式、脈沖或非脈沖式等的焊接電源都可以裝到機器人上作電弧焊。由于機器人控制柜采用數字控制,而焊接電源多為模擬控制,所以需要在焊接電源與控制柜之間加一個接口。近年來,國外機器人生產廠都有自己特定的配套焊接設備,這些焊接設備內已經播人相應的接口板、所以在圖1a中的弧焊機器人系統中并沒有附加接口箱。應該指出,在弧焊機器人工作周期中電弧時間所占的比例較大,因此在選擇焊接電源時,一般應按持續率100%來確定電源的容量。
送絲機構可以裝在機器人的上臂上,也可以放在機器人之外,前者焊槍到送絲機之間的軟管較短,有利于保持送絲的穩定性,而后者軟管校長,當機器人把焊槍送到某些位置,使軟管處于多彎曲狀態,會嚴重影響送絲的質量。所以送絲機的安裝方式一定要考慮保證送絲穩定性的問題。


 在線客服
在線客服
 企業微信
企業微信






 [VIP第3年] 指數:1
[VIP第3年] 指數:1 通過認證
通過認證