對大多數印刷紙、書寫紙來說,要求較高的光澤度和平滑度,而對于容器紙和玻璃紙,則要求較高的緊度。為了提高這些指標,以及使紙幅的厚度再其寬度上均勻一致起見,紙幅需要經過超級壓光機整飾。
系統配置內容:
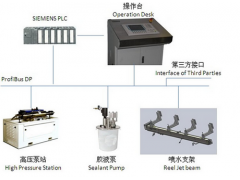
系統為兩級控制:用可編程控制器(S7 PLC)進行現場數據的采集并完成控制任務,與現場級的裝置通訊連接(PROFIBUS-DP)通訊。可編程控制器對測量到的信號進行信號調理并把它們通過MPI網絡傳送給上位機數據管理監視。
控制級: (FCS):為德國S7 300PLC。
現場級:為全數字四像限(可逆)直流調速器傳動引進歐陸系列直流調速器;操作臺配有SIEMENS公司MP277-10操作屏,具有啟動/停止、爬行/運行、微升/微降等操作功能進行現場操作功能。另有電流、米速等顯示功能;直流控制系統的通訊接口掛入S7系列PLC系統,PLC系統完成紙機傳動點之間速度鏈控制及紙機傳動控制。
反饋方式:速度反饋為閉環(光電編碼器反饋)。
傳動精度:速度控制的靜態精度典型值:帶有編碼器時為*大速度的 ± 0.01 %;速度控制的動態精度典型值:為*大速度的 ± 0.1 %;
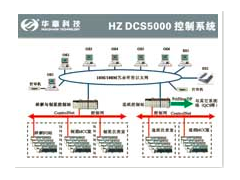
為了保證系統正常可靠運行,在信號的采集和控制通道充分采用系統隔離技術:所有現場傳感器信號通過隔離器或配電器進入PLC的模擬信號采集模塊,所有現場開關信號及閥門控制信號采用中間繼電器隔離,確保控制系統與現場儀表的完全隔離。該系統能方便地同車間級DCS系統和廠級MIS網絡連接。
傳動形式: 全部為全數字直流調速器傳動
控制系統功能特點:
可逆控制: 壓光機各傳動點的慣量較大,且車速高、斷紙時需快速制動。故傳動控制裝置均須采用四象限(可逆)傳動裝置。
放紙輥的恒張力控制:超壓光內配置張力輥和張力傳感器,在引紙時即能建立張力,保證起卷時張力平滑過渡。運行過程中,通過張力的實測控制和張力間接控制,使紙張力保持恒定。同時在升速和降速過程中加入傳動慣量補償,有效地保證了紙幅張力自動控制的功能。采用直流調速裝置的卷繞控制軟件(該軟件具有卷徑計算、傳動慣量補償、恒張力控制等功能)更好的實現壓光機張力恒定自動控制的要求。
卷取的直接張力控制:卷取運行時需保證紙張力恒定,具有一定的挺度,這樣卷出的紙緊度一致為更好復卷創造有利條件。可通過操作臺MP277設定一定的張力給定值,通過張力傳感器,保證卷取的電流恒定能實現紙幅張力自動控制的要求。
計長功能:在MP277面板上設置預定長度,可提前預警,預警長度可設置;每斷一次紙可加計長量,該量可設置(或增設斷紙報警點直接輸入信號停止);計長功能選擇自動或手動投入/切除;如果卷紙機具有自動換卷控制系統,可以輸出計長信號(模擬或通訊信號),達到真正的自動換卷控制功能。


 在線客服
在線客服
 企業微信
企業微信